Custom-made systems, heavy-duty systems.
We make lightweights out of your heavyweights. 3 kgs to 30 kgs – 30 tons to 300 tons? Alztec offers customized solutions designed for your needs and requirements.
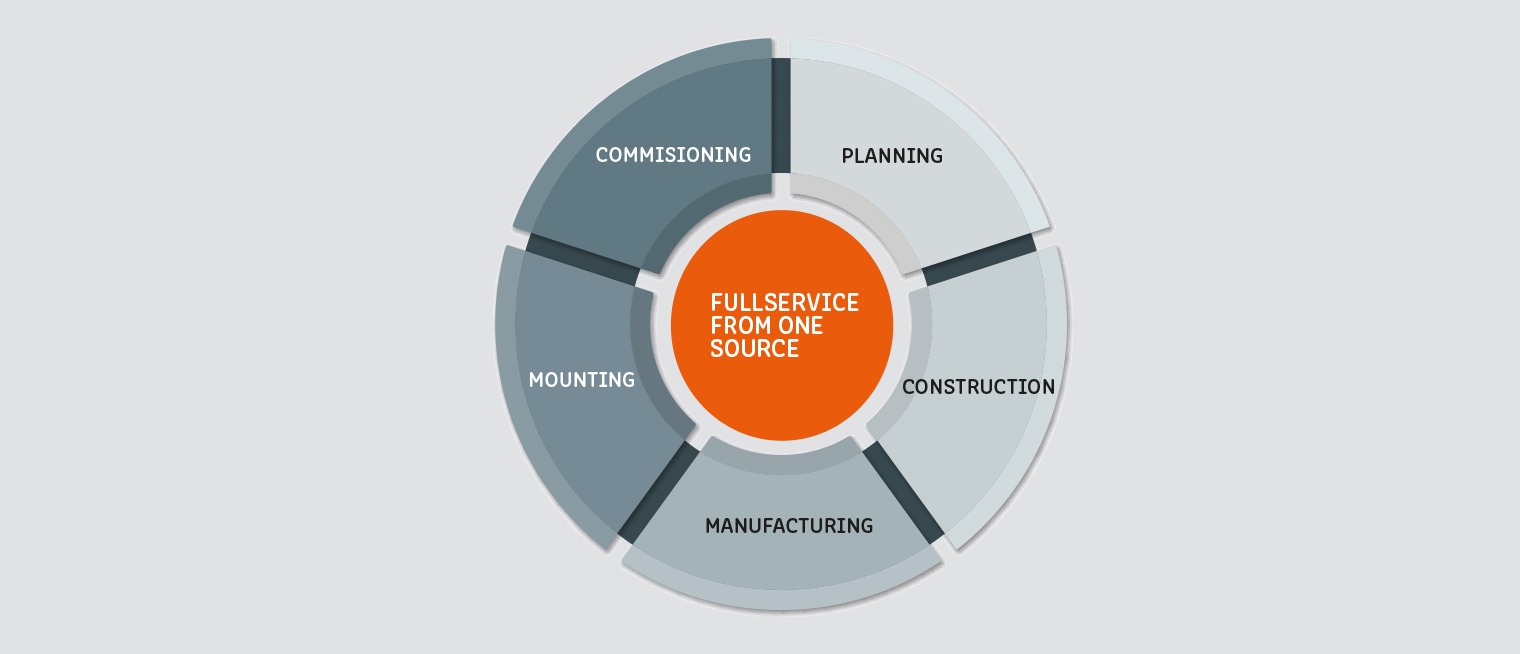
Can’t find any off-the-shelf solutions for your automation needs? That’s where Alztec’s custom-made systems come in. Alztec offers systems which are precisely tailored to your needs. Either based on Alztec’s extensive portfolio of existing solutions, rapidly tweaked and configured to meet your specific needs. Or brand new custom-made solutions specially designed and implemented just for you. The sky is the limit. The Truemaker are ready and waiting to serve you.
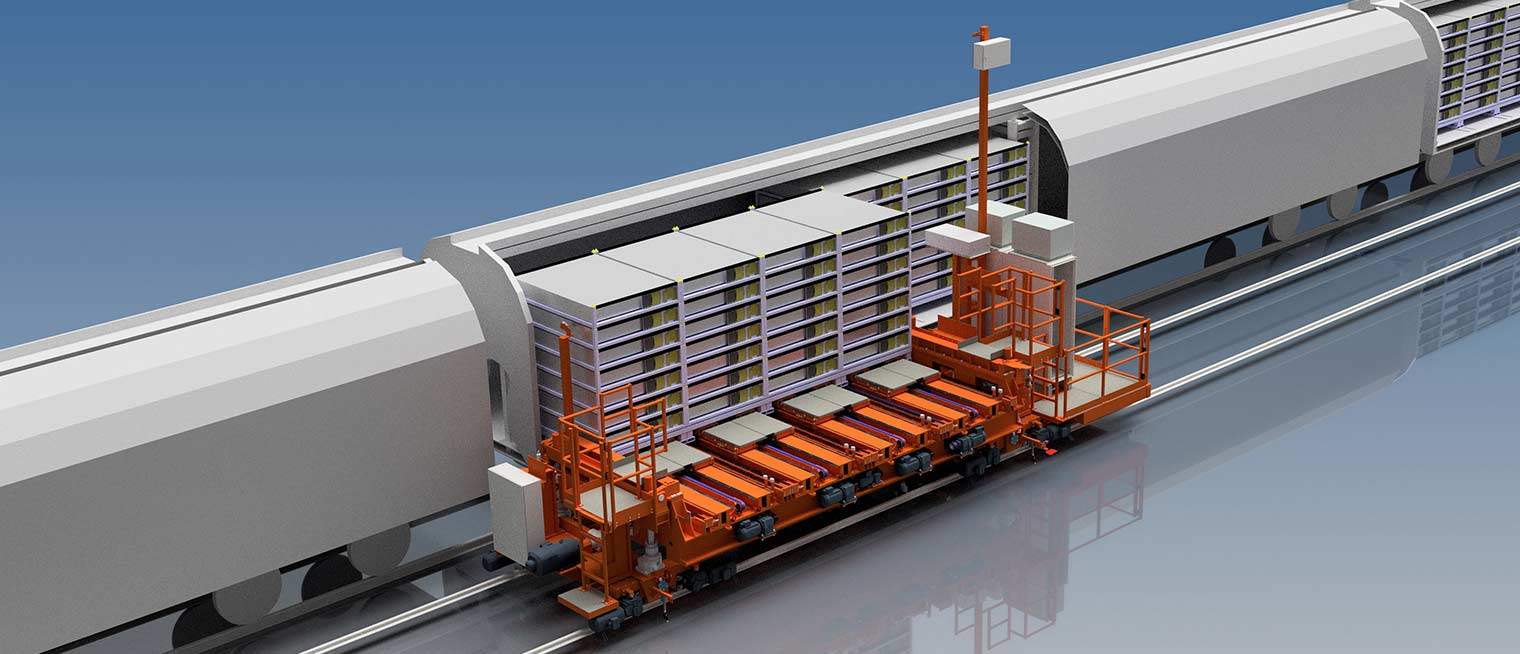
Cross-plant
material flow of
vehicle bodies
This is where the connection comes into play. Over 400 vehicles are moved per day.
What matters is the bottom line.

Intra factory
material flow of
car bodies II
We establish connections.
Also from factory to factory.

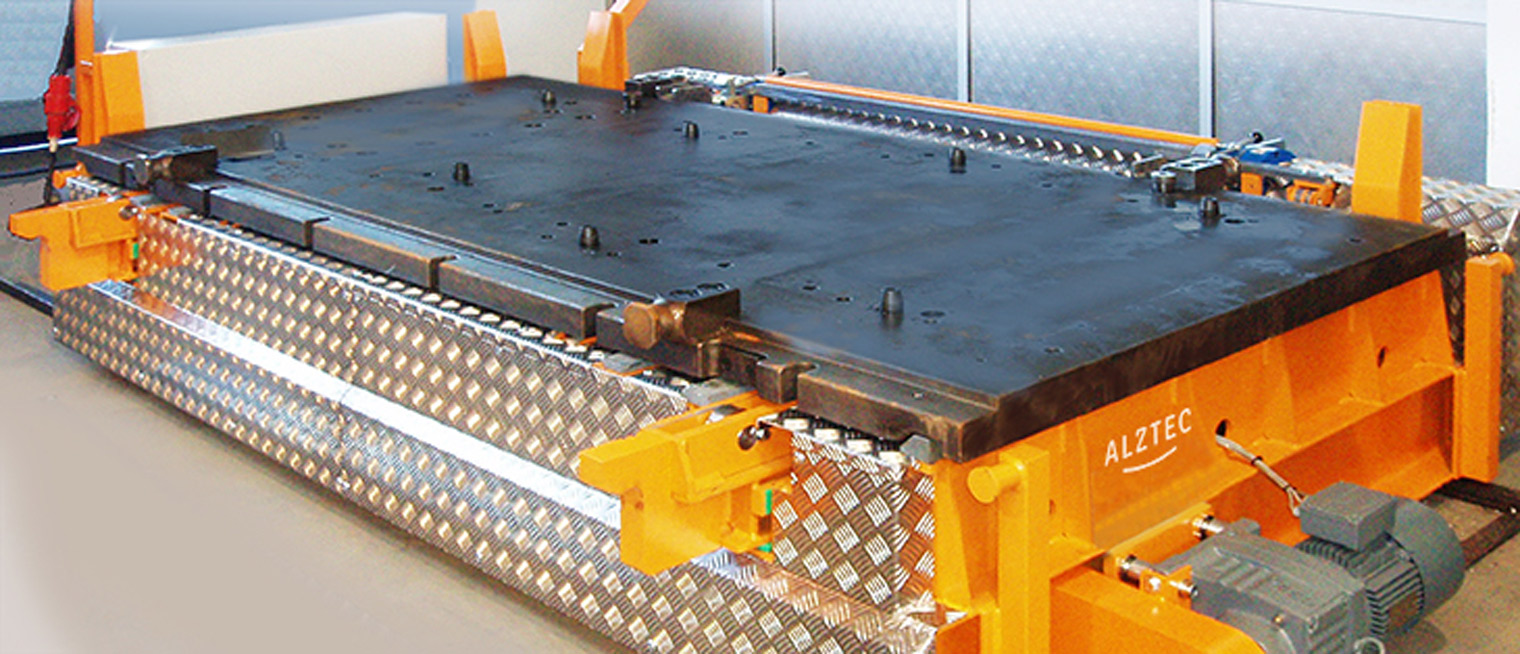
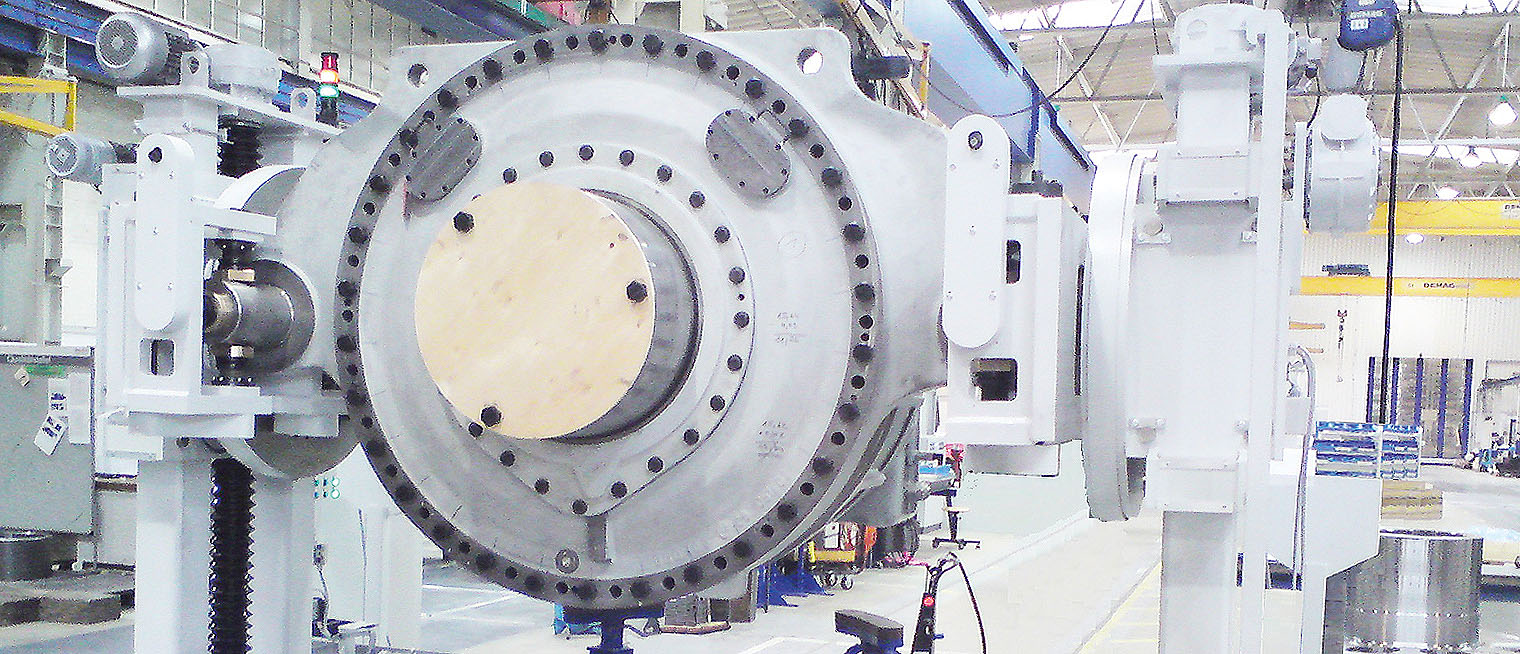
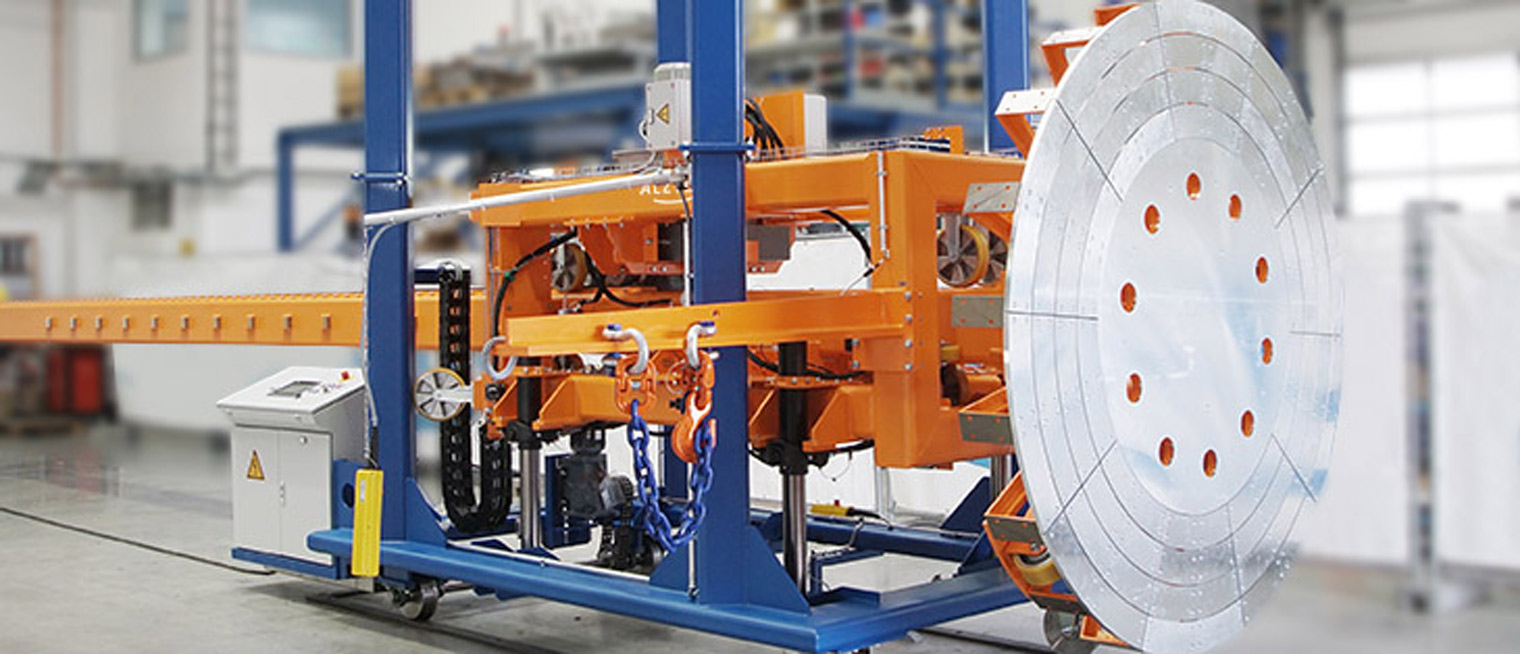
Lifting, rotating device
for wind energy gears
For efficiently rotating
8 categories of heavyweights weighing
up to 32 tons. Easy as a breeze.


Automated
Medicine Transport
We transport your medicine cleanly
from the clean room to the shipping
department.

WHICH TASK DO YOU WISH TO COME
TRUE FOR YOUR ORGANIZATION?
Looking to optimize your production or solve a challenging process issue? We’re here to help.
Contact us today, and we’ll analyze your requirements and develop a tailor-made solution that perfectly fits your needs.
Let’s talk about your needs & requirements.
Just call or send aus a mail.
LIKE IT
![]()
![]()
![]()
Head office
ALZTEC GmbH
Am Waltershamer Feld 12
83308 Trostberg
+49 8621 8061-0
info@alztec.com
Branch office
ALZTEC Service Corp.
9170 West Remus Road
Remus, MI, 49340 – USA
+1 (470) 861-6917
servicecorp@alztec.com