We make lightweights out of your heavyweights. 3 kgs to 30 kgs – 30 tons to 300 tons? Alztec offers customized solutions designed for your needs and requirements.
Can’t find any off-the-shelf solutions for your automation needs? That’s where Alztec’s custom-made systems come in. Alztec offers systems which are precisely tailored to your needs. Either based on Alztec’s extensive portfolio of existing solutions, rapidly tweaked and configured to meet your specific needs. Or brand new custom-made solutions specially designed and implemented just for you. The sky is the limit. The Truemaker are ready and waiting to serve you.
Example
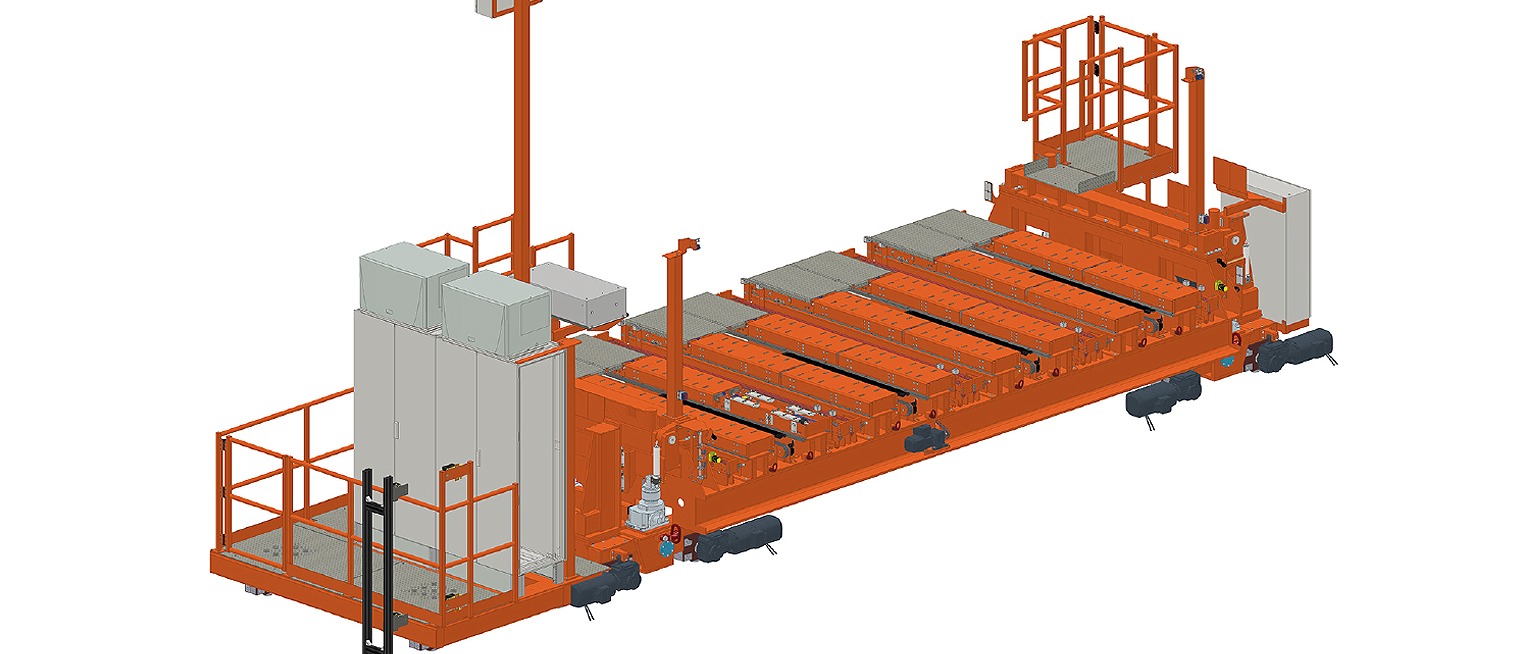
Fully automatic
rail loading
Save time on the tracks.
Heavy loads easily and
precisely loaded.

The task
Unloading
Loading
An automotive plant is receiving battery modules by rail in stacks weighing up to five tons and shipping batteries in stacks weighing up to five tons. The plant’s requirement: fully automated unloading and reloading of the arriving mixed-freight trains comprising up to six railcars per train.

The solution
Alztec develops and supplies the self-loading railcar designed to unload stacks of modules or batteries in packs of 3 or 4 from the train and to reload the train with identical cargo. The system moves loads of up to 20 tons at a speed of up to 2.0 meters/second. The self-loading railcar features a loading device. The system is designed for fully automated unloading of approx. 250 stacks per day and fully automated reloading of approx. 250 stacks per day, in two shifts.

Facts and figures
250 stacks per day
Payload: 20 tons
Alztec team:
2 design & engineering staff
8 assembly & commissioning staff
2 electrical & control engineering staff
Main components:
1 self-loading railcar
170 metres of rail
1 safety features & equipment
1 plant control system including visualization
Example
Cross-plant
material flow of
vehicle bodies
This is where the connection comes into play. Over 400 vehicles are moved per day.
What matters is the bottom line.


The Task
Conveying
Storage
Loading
Handling
In the automobile factory A, complete car bodies for SUV’s are produced. At factory B, these car bodies are completed with engines, driveline and exhaust systems to constitute the finished vehicle. The task was to bring the car bodies in the proper sequence as efficiently as possible from factory A to factory B.

The solution
From the factory production line continuously car bodies are transported to the shipping point, by the interaction of the 3 stacking modules and the 2 storage servicing equipment. The proper loading order for the train is established and stored temporarily in the warehouse for shipment. As soon as the train enters the station and is ready, the two loading cars start to displace the readied car bodies and fully automatically put them for loading into the train.
By installation of the loading plant, it was possible to increase the total output by 180 vehicles per day.

Facts & figures
Capacity: 420 pcs./day
Alztec team:
7 EE in design
12 EE in assembly / commissioning
8 EE in electrics / control engineering
Main components:
2 loading cars
2 storage servicing equipment
3 unstacking module for car bodies
50 storage slots for car bodies
1 plant control including visualization
1 storage management system
1 factory control linkage
Example
Intra factory
material flow of
car bodies II
We establish connections.
Also from factory to factory.


The Task
Conveying
Storage
Loading
Handling
In the automobile factory A, complete car bodies for SUV’s are produced. At factory B, these car bodies are completed with engines, driveline and exhaust systems to constitute the finished vehicle. The task was to bring the car bodies in the proper sequence as efficiently as possible from factory A to factory B.

The solution
The core of the plant is the approximately 13 ton loading wagon, which ensures that the interim storage facility is always full so that the shunting and waiting times of the incoming trains are intercepted.
Another main task in this project was the separation of the car bodies and the subsequent stacking and return of the empty load carriers. This problem was solved by the Alztec Engineers with the development of stacking and unstacking modules as well as a corresponding conveying linkage in between.

Facts & figures
Capacity: 420 pcs./day
Alztec team:
8 EE in design
14 EE in assembly / commissioning
5 EE in electrics / control engineering
Main components:
1 loading car
2 storage servicing equipment
1 unstacking module for car bodies
90 storage slots for car bodies
30 m conveying track
1 plant control incl. Visu
1 storage management system
1 factory control linkage
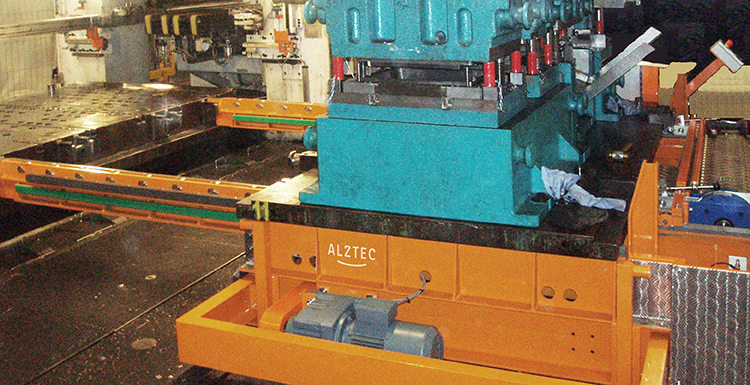
Example
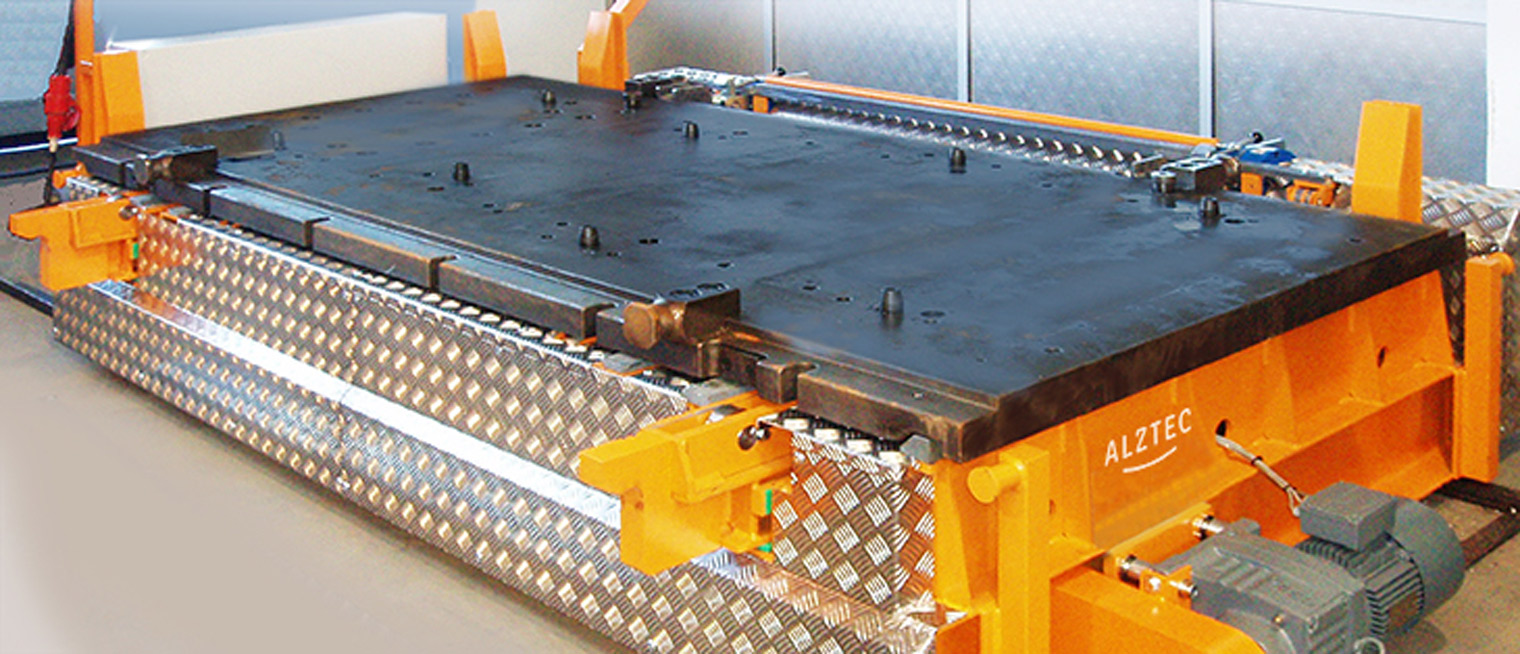
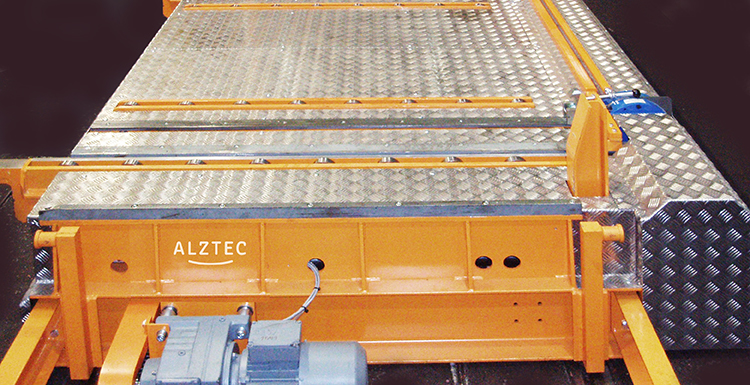
Tool changing wagon
up to 20 tons
Heavy weights
easily moved.
The Task
Handling
Tools of a press should be changed fast, precise and safely.
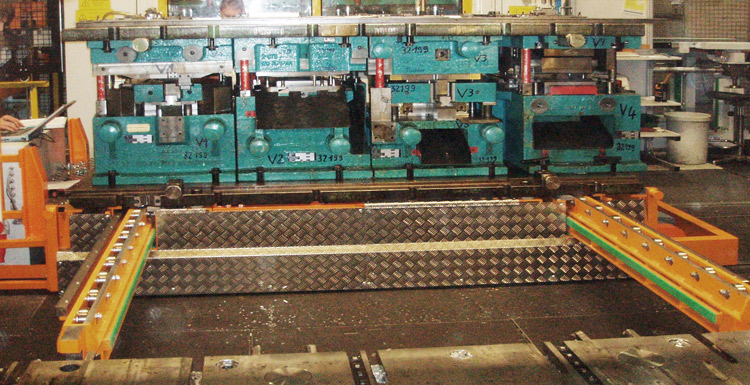
The solution
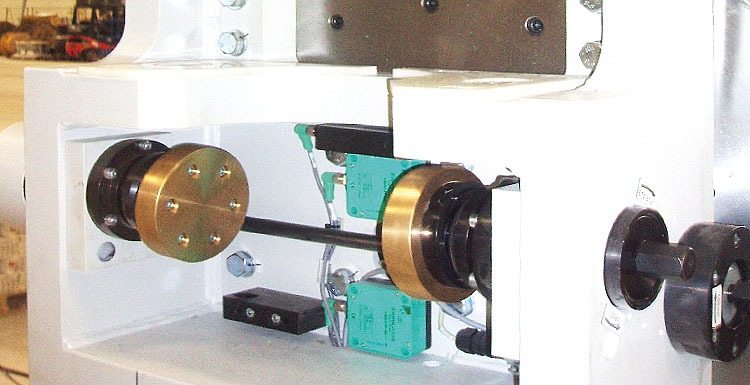
The tools in the tool warehouse are removed from the storage area with the help of an indoor crane and placed on the tool changing wagon. The tool changing waggon runs on rails and the tool for the appropriate press is activated by pressing the dead man‘s switch for the corresponding press.
The Positioning in front of the press is automatically controlled via inductive sensors. After the tool changing wagon has been locked on the ground, the roll bracket extends out. The tool is pushed in the tool holder of the press by a linear chain.
Once the tool is in position, first the linear chain and then the roller console moves back to the tool changing wagon. Then the lock can be opened and the tool changing wagon can be driven into the parking position.
Facts & figures
Capacity: 20 tons
Alztec Team:
2 EE in design
1 EE in assembly guide
Main components:
1 tool changing wagon
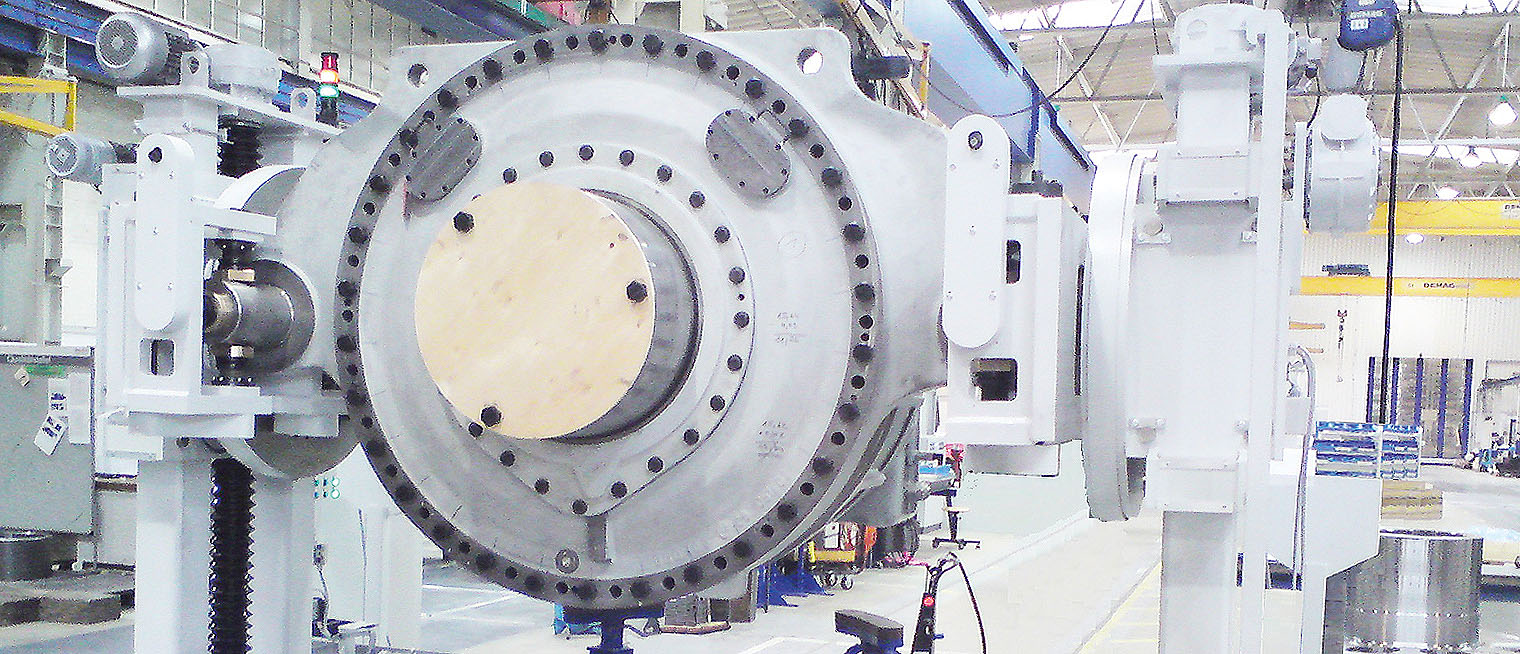
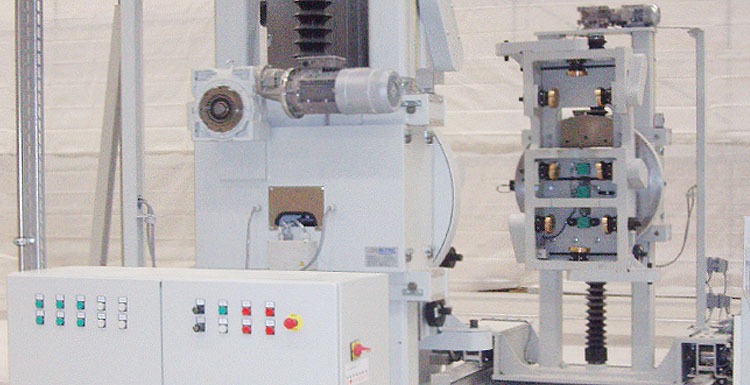
Example
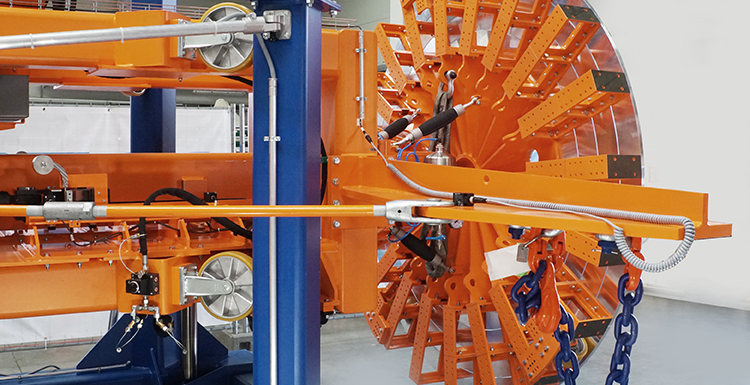
Lifting, rotating device
for wind energy gears
For efficiently rotating
8 categories of heavyweights weighing
up to 32 tons. Easy as a breeze.
The task
Conveying
Storage
The Alztec customer is setting up assembly lines for wind turbine gearboxes at two locations in Germany and one location in China. During the assembly process, various areas should be made accessible for the employees. To do this, the torque arm to the partially assembled gearbox to the wind turbine, parts which can weigh up to 32 tons, have to be rotated several times.

The solution
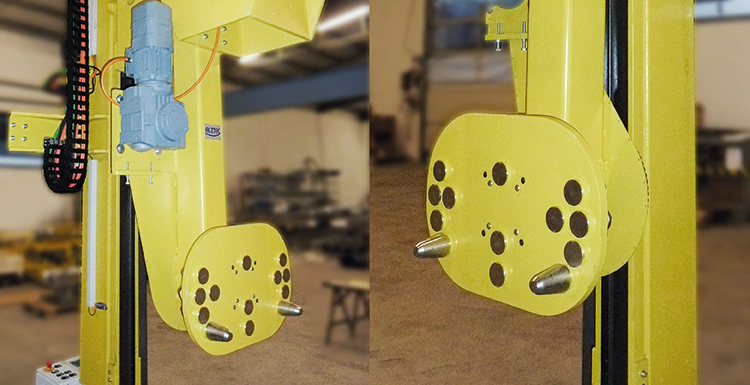
The lifting and turning devices consist of a lifting unit with a trapezoidal thread spindle drive and a turning unit, which is driven by an internally toothed slewing ring. To pick up the components, the lifting and rotating devices are automatically moved together on a rail. The mounting jaws have two different mounts for two different gearbox designs. A total of eight different gear types can be turned on the systems. The control is semi-automatic. This means that the system only moves when the operator presses the consent button. If he releases the button, it stops.
Facts & figures
Capacity: 32 tons
Alztec team:
2 EE in design
3 EE in assembly / commissioning
2 EE in electrics / control engineering
Main components:
3 lifting, turning devices each composed of
2 chassis
2 lifting units
2 turning unit
2 clamping jaws
1 plant control including visualization
Example
Handling with conveying
technology for dip-coating plant
Submerged engine blocks.


The task
Handling
Conveying
Various types of engine blocks with a weight of up to 5,000 kg shall be painted after a warm-up phase by a dipping bath in the furnace.
The solution
The engine blocks are transported using conventional roller conveyors and a distribution car. The handling developed specially for this application is the central element of the plant. While the engine block is transported by the roller conveyor to the grappler on the left-hand side, the right-hand grappler moves towards the engine block and locks it between the holders. The handling system lifts the engine and moves it over the painting basin. After the rotating function has been started, the engine block is moved into the painting basin. After a preset time, the handling system retracts and the engine block remains above the painting basin for a predetermined time to drain off. Subsequently the engine block will be transferred again to the conveyor system, which transports it out for approval.

Facts & figures
Capacity: 5.000 kg
Alztec Team:
2 EE in design
4 EE in assembly and commissioning
1 EE in electrics and control engineering
Main components:
1 handling module
60 m conveying track
1 plant control incl. visualisation
Example
Conveying equipment
for a foundry
In perfect shape
for a foundry.

The task
Conveying
Storage
A foundry requires for the transport of the pallets with a “Jacket”, a conveying system which transports the pallets with the molds and the sand from the loading are via the casting station in a cooling station to the demolding station.

The solution
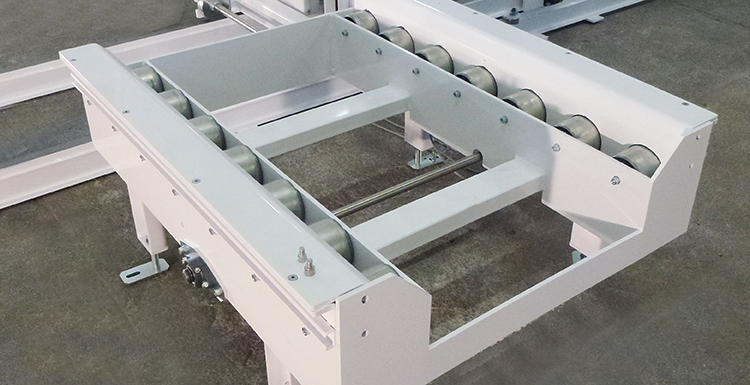
Massive roller conveyors essentially ensure the transport of the pallets with Jackets. The corner transfer units were fitted with chain conveyors on a Pneumatic lifting gear. The distribution of pallets with Jackets in the cooling off station, as well larger crossway distances were covered by distribution cars. Differences in height were overcome with Chain hoist lifters.
The core of the system is the Jacket Lifter with Pallet Tipper with the integrated cleaning function. In this station, by lifting the Jackets, the sand is drained into the vibration chute below. During lifting, brushes reach the inner sides of the Jackets and clean the latter from adhering sand. Once the Jackets are cleaned, the pallet is tilted by 90° so that the molds that are placed on it slide into the vibration chute. A rotating brush then cleans the sand residue from the pallet.

Facts & figures
Capacity: 360 pcs./day
Alztec Team:
4 EE in design
1 EE in assembly guide
Main components:
28 roller conveyors
5 distribution cars
4 corner conveyors 2 lifters
1 tilting device
1 jacket lifter
1 jacket lifter with brush
Example
Compaction device
up to 250 kN
Using high pressure
to bring it in shape.

The task
Handling
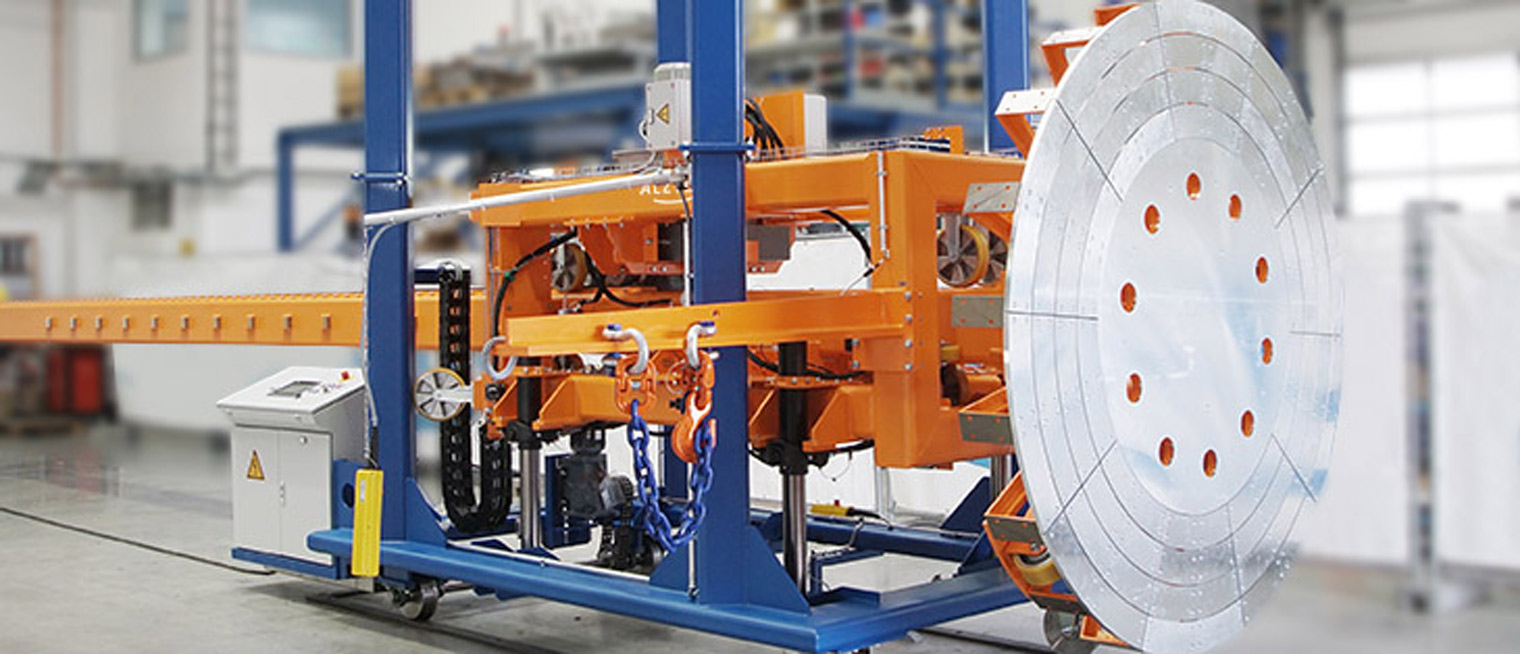
Aluminium packages (circle segments) should be placed inside a cylindrical container with a diameter of up to 3,500 mm and a length of 7,000 mm so that the levels can be compressed. The goal is to install multiple levels into this container. The Production parameters must be logged via sensors.

The solution
A machine was developed that compacts several circular segments with a massive aluminum plate into one level. The diameter of the Press Plate is variable through the circular segments which can be adapted to the diameter of the container. The compression force can be set to a maximum of 250 kN and is logged by the compression load cells. Furthermore, the height of the compression device in relation to the container can be adjusted hydraulically. The immersion depth of the compacting device can be up to 7,000 mm. The system runs on a rail system and can, if necessary, be stowed in a sea freight container.
The system can be adapted to accommodate any changes in requirements, eg: higher compaction pressure or larger compaction diameter.
Facts & figures
Capacity: 25 tons
Alztec Team:
3 EE in design
2 EE in assembly and commissioning
2 EE in electrics and control engineering
Main components:
1 compaction device
Example
Automated
Medicine Transport
We transport your medicine cleanly
from the clean room to the shipping
department.
The task
Conveying
Raw products must be transported via a cleanroom airlock (gray room) from goods receiving to production and from production back to shipping (goods receiving).
The products must be transported in the clean room on trolleys, whereby the trolleys may only be moved in the clean room and gray room.
The solution
Three floor-mounted transfer systems for longitudinal transport, each with three buffer positions, and a wall-mounted transfer system for transverse transport were installed in agray room. With the toothed belt-driven transport systems, the trolleys are moved on their own rollers by pneumatic carriers.
The trolleys from the clean room can be loaded on two lines (line 1 – full trolleys, line 2 – empty trolleys). Depending on the requirements of the operator at the loading/unloading point, a trolley is transported in front of the transfer point. After opening the door, the operator loads or/and unloads the wagons and sends them to the pickup point on the third line. From there, the trolleys are removed manually. When a line is full, this is indicated to the operators in the clean room and in the goods receiving area visually and with a signal tone.
Facts & figures
Capacity: 12 trolley/hour
Alztec Team:
1 EE in design
2 EE in assembly/commissioning
2 EE in electrics/control engineering
Main components:
3 floor shifting systems
1 wall shifting system
1 system control including visualization
Which task do you wish to come
true for your organization?
Let’s talk about your needs & requirements.
Just call or send us a mail.
Like it
![]()
![]()
![]()
![]()